
新闻中心
新闻中心
首页-新闻中心-详情
国内外钢丝螺套用内螺纹执行标准的探究
2022-12-01
钢丝螺套是一种新型的内螺纹紧固件品种,是 用高精度、高强度菱形截面的不锈钢丝加工成弹簧 状的内外螺纹同心体。它的用途完全不同于圆柱螺 旋弹簧。使用时,用专用底孔丝锥在基体上加工出 螺纹底孔,再将钢丝螺套安装在底孔中,形成与普通 螺纹尺寸完全相同的标准内螺纹,可与标准的外螺 纹制件旋合[1]。这是一种较新的螺纹连接技术。使用钢丝螺套可以保护基体不受损伤,延长拆装基 体使用寿命; 使螺纹增大受力面积,螺纹型面受力均 匀,从而大幅提高螺纹连接强度[2]。但是与公制螺 纹不同,钢丝螺套用内螺纹的加工及检测标准缺乏 统一性,在加工及检测中出现异常的频率也远高于 普通公制螺纹。本文从国内外钢丝螺套用内螺纹和 螺纹塞规的制造标准出发,研究钢丝螺套用内螺纹 的标准体系异同,探究保证螺套加工及检测精确的 手段。
1 问题的提出
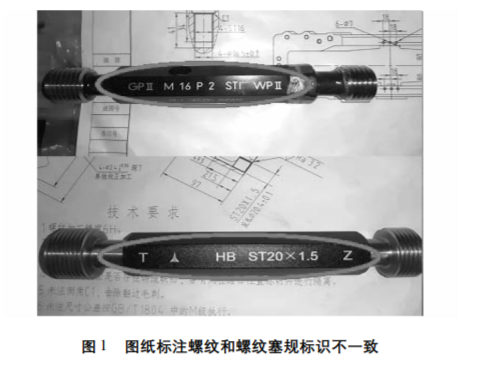
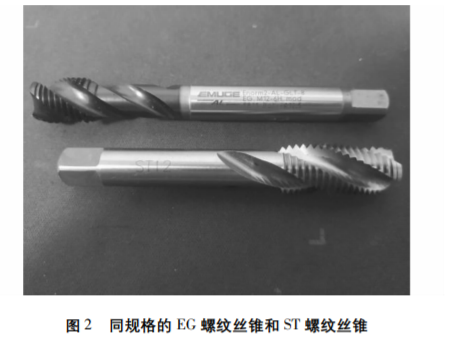
原航空部 20 世纪 80 年代已初步制定 HB 5513 ~ 5516 - 80 标 准,到 1986 年已形成国军标 GJB 119. 1 ~ 119. 4 - 86《普通型钢丝螺套》,为航空、航 天共同采用[1]。在 20 世纪 90 年代形成 GB /T( 国 标) 钢丝螺套相关标准; 国外也有德国日本等多种 钢丝螺套的标准,它们都有各自的钢丝螺套用内螺 纹的加工及检测规范。但是他们的螺纹规格、标注 方式是否一致,还需要深入的研究。例如在生产过 程中,图纸要求的 ST 螺纹( 国军标) ,在选用进口丝 锥时却无法对照到 ST 的标准,而是会选用 EG 标识 ( DIN) 的丝锥,这样加工出的螺纹是否符合 GJB 的要求。此外,在钢丝螺套用内螺纹的检测上,也有相 同的标准等效性不明确的情况。比如,标注为 EG 的螺纹能否使用 ST 螺纹塞规进行检测,或者,其他 进口的不同标识的螺纹塞规能否应用在国内相关标 准的钢丝螺套用内螺纹的检测上,如图 1 所示。在 加工丝锥的选用上,同一标称直径的进口 EG 规格 的丝锥与国产 ST 规格的丝锥是否可以互换,如图 2 所示。
要回答这些问题,必须从国内外多个钢丝螺套 的相关标准出发,特别关注钢丝螺套用内螺纹的相 关标准和尺寸要求,通过对比分析找到几个标准的 之间的异同。
2 各标准的对照
钢丝螺套用内螺纹,主要有以下几个规范性标 准。( 1) GJB 119. 3A - 2001( 下文简称 GJB 标) 《安 装钢丝螺套用内螺纹》螺纹的标注方式为“ST* ”, 其中“* ”代表其公称直径。( 例如 ST8 就表示加工 完该螺纹并安装螺套后螺纹规格为 M8。其他标准与此相同) ; ( 2) GB /T 24425. 5 - 2009 ( 下文简称 GB 标) 《钢丝螺套用内螺纹》,标 注 方 式 为“LM * ”; ( 3) DIN 8140 - 3 - 1993 ( 下文简称 DIN 标) 《ISO 米制螺纹用钢丝螺套 第 3 部分: 螺纹塞规》, 标注方式为“EG M* ”; ( 4) HB 5515 - 1996( 下文 简称 HB 标) 《安装钢丝螺套用内螺纹》,标注方式 为“SM* ”。通过查询比对这几个标准之间的具体 数据,记录下各标准中的螺纹规格和公差带的分布 情况,可以清楚地分析出各标准下钢丝螺套用内螺 纹的区别。
2. 1 各标准在螺纹规格种类上的区别
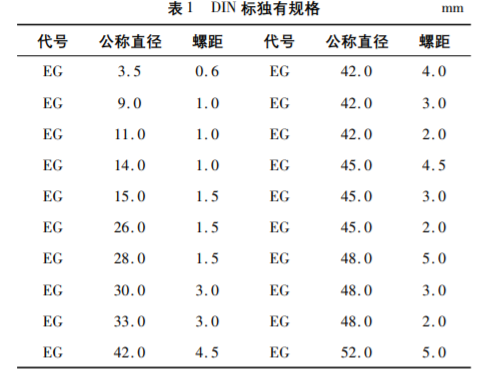
4 种标准在钢丝螺套用内螺纹的规格提供上是 有所区别的。DIN 标的尺寸范围跨度更广,从公称 直径 2 ~ 52 mm 都有相应的规格,而无论 GB 标还是 GJB 标和 HB 标只规定了公称直径 2 ~ 39 mm 的螺 纹的规格。公称直径 39 mm 以上仅有 DIN 标有相 关的规格。此外,DIN 标还有部分如 EG3. 5 × 0. 6、 EG9 × 1 等细牙螺纹规格是其独有的。DIN 标独有 规格见表 1。
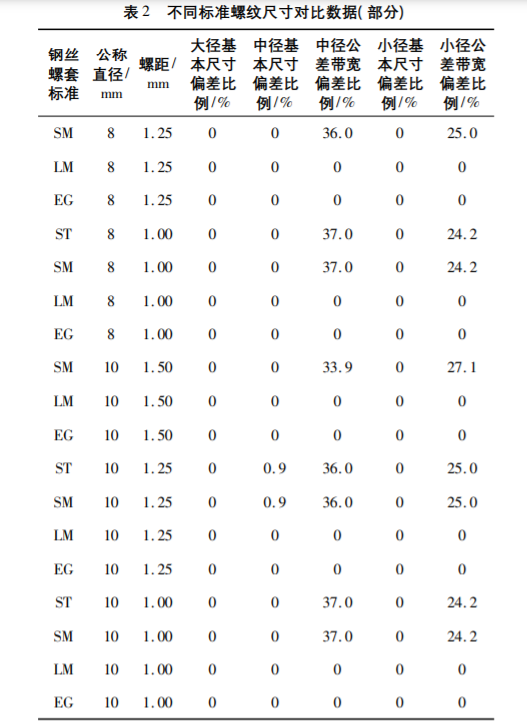
此外,12 × 1. 25、12 × 1、14 × 1. 25、18 × 2 这几 种规格为 EG 标和 LM 螺纹有,而 ST 螺纹和 SM 螺 纹没有。因此可以看出,在公称规格的覆盖度上 DIN( EG 螺纹) 要强于其他标准。 2. 2 各标准在螺纹公差等级上的区别 值得注意的是,钢丝螺纹的螺纹公差标注( 例 如“5H”或“6H”) 并非是完全按照 GB /T《普通螺纹 公差》或其等效标准 ISO 965 - 1《一般用图米制螺 纹 公差》的相关规定来执行的。虽然钢丝螺套用内 螺纹公差等级与螺纹公差的标准规定一致,但单独 对比中径的公差带宽,其要求明显要高于螺纹公差 的标准规定。其原因是,钢丝螺套用内螺纹的公差 等级标注指的是安装钢丝螺套后的内螺纹公差。因 此该精度要求是由钢丝螺套的制造精度和底孔内螺 纹的制造精度共同决定的,两者的制造误差具有叠 加效应。因此想要保证安装后的精度,必须以更高 的精度控制螺套的截面形状和钢丝螺套内螺纹的公 差范围。 此次研究中参考的几个标准所给出的公差范围 不同。DIN 标中( EG 螺纹) 仅给出了 6H 精度等级 的公差; 而 GJB 标( ST 螺纹) 仅根据各规格给出了 一个推荐的公差适用等级( 5H 或 6H) ,其中粗牙均 仅给出 5H; GB 标( LM 螺纹) 根据不同的规格都给 出了 5H、6H 两种不同的公差等级的相关参数; 而 HB 标 ( SM 螺 纹) 则对每个规格的 螺纹给出了 4H5H、5H、6H 3 种不同精度等级的相关参数,其中 4H5H 等级的相关参数要求在各标准中是要求最高 的。 2. 3 各标准在公差带宽上的区别 为了对比各个标准下的钢丝螺套用内螺纹规格 是否等效,以规格覆盖最全的 EG 螺纹为标准,选取 同一个 6H 公差等级的螺纹对比各个规格的螺纹的 大径、中径、小径的基本尺寸偏差,以及公差带带宽 的偏差,得到了对比数据。由于表格数据过多,仅截 取了部分表格以便说明情况,见表 2。 通过表 2 信息可以看出,在相同的公差等级 下,几种不同标准的钢丝螺套用内螺纹的大径、中 径、小径的基本尺寸完全相同,但是公差带带宽有 所不同。其中 EG 螺纹与 LM 螺纹可以完全等效, 而 ST 螺纹和 SM 螺纹的公差带带宽要大于同规格 的 EG 螺纹 24% ~ 37% 不等。在其他精度等级的公 差数据比对上也发现了相同的规律。即各个标准的 钢丝螺套用内螺纹大径、中径、小径的基本尺寸数 据都一致,但是同一个公差等级下公差带的带宽又是不同的。一般来说,EG 螺纹和 LM 螺纹的精度要 求要高于同等级的 ST 螺纹和 SM 螺纹。在设计选 型和工艺准备中需要特别注意。
3 钢丝螺套用内螺纹标准加工及检测标准选用
3. 1 设计标准的选用 原则上钢丝螺套用内螺纹标准的选用要视加工 保证手段、生产资料准备和产品的功能性工艺性等 方面的实际情况来考虑。仅对比几个标准之间的区 别给出以下选用参考意见: ( 1) 公称直径超 39 mm 或国内标准中没有的一些细牙尺寸螺纹可查 DIN ( EG 螺纹) ; ( 2) 精度要求极高,达到 4H 仅有 HB ( SM 螺纹) 可以参考; ( 3) 其他情况下优先使用 GJB ( ST 螺纹) 或 GB( LM 螺纹) ,其使用范围最广,相关 的加工及检测工具最易获得。 3. 2 加工及检测标准的选用 原则上加工及检测标准要与图纸上的设计标准 统一。但是考虑到一些特殊情况,生产资料准备上 有困难时可以进行不同标准间的等效替代。但是要 注意 EG 螺纹和 LM 螺纹由于公差带带宽小于同级 别的 ST 螺纹和 SM 螺纹。因此 EG 螺纹和 LM 螺纹 的丝锥、塞规可以向下兼容 ST 螺纹和 LM 螺纹的加 工及检测工作,相当于加严了标准。但是反之 ST 螺 纹和 SM 螺纹的丝锥和塞规无法等效使用于 EG 螺 纹和 LM 螺纹。